Dị ka welding parameters si obere ka nnukwu, ha bụ: mkpụmkpụ-circuit mgbanwe, droplet mgbanwe, ịgba mgbanwe.
1. Mgbanwe nke obere okirikiri
Droplet a wụrụ awụ na njedebe nke eletrọd (ma ọ bụ waya) nọ na kọntaktị dị mkpụmkpụ na ọdọ mmiri a wụrụ awụ. N'ihi ikpo ọkụ siri ike na nkwekọrịta magnetik, ọ na-agbaji ma na-atụgharị ozugbo na ọdọ mmiri a wụrụ awụ. A na-akpọ nke a ntugharị obere okirikiri.
Mgbanwe nke obere okirikiri nwere ike nweta mgbanwe ngbanwe igwe kwụsiri ike na usoro ịgbado ọkụ n'okpuru arc dị ala (obere ugbu a, voltaji dị ala). Ya mere, ọ dị mma maka ịgbado obere efere ma ọ bụ ịgbado ọkụ na ntinye ọkụ dị ala.
The parameters nwetara bụ: ịgbado ọkụ ugbu a bụ ihe na-erughị 200A
Ngwá ọrụ ịgbado ọkụ Xinfa nwere njirimara dị elu na ọnụ ala dị ala. Maka nkọwa, biko gaa na:Ndị na-emepụta ịgbado ọkụ na ịkpụ - China Welding & Cutting Factory & Suppliers (xinfatools.com)
2. Mgbanwe mgbanwe (granular mgbanwe)
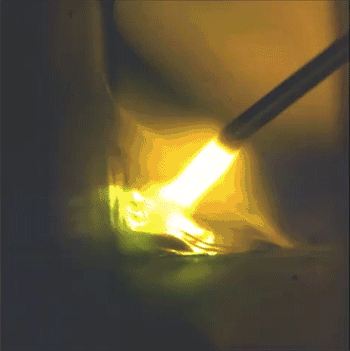
Mgbe ogologo arc karịrị otu uru, enwere ike idobe ntụpọ a wụrụ awụ na njedebe nke electrode (ma ọ bụ waya) ka ọ na-eto n'efu site n'omume nke esemokwu elu. Mgbe ike nke na-eme ka eriri afọ a wụrụ awụ daa (dị ka ike ndọda, ike electromagnetic, wdg) dị ukwuu karịa esemokwu dị n'elu, ntụpọ ahụ a wụrụ awụ ga-ahapụ electrode (ma ọ bụ waya) wee gbanwee n'efu na ọdọ mmiri a wụrụ awụ na-enweghị obere sekit. dị ka e gosiri na foto 4.
Enwere ike kewaa ụdị ngbanwe droplet ka ọ bụrụ mgbanwe ngbanwe mmiri na-adịghị mma na ngbanwe ntụpọ dị mma. Ntugharị ntanye dị oke njọ bụ ụdị nke ntụpọ ahụ a wụrụ awụ na-atụgharị na ọdọ mmiri a wụrụ awụ n'ụdị irighiri ihe. Ebe ọ bụ na mgbanwe mmiri na-adịghị ahụkebe nwere nnukwu splashes na arc na-akwụghị ọtọ, ọ bụghị ihe na-achọsi ike maka ọrụ ịgbado ọkụ.
N'oge usoro ịgbado ọkụ, nha nke droplet a wụrụ awụ na-ejikọta ya na ịgbado ọkụ ugbu a, ihe mejupụtara waya ịgbado ọkụ, na nhazi nke mkpuchi.
Ọnọdụ maka mmezu bụ: ịgbado ọkụ ugbu a 200-300A (100% CO2), argon-ọgaranya agwakọta gas 200-280A.

3 ịgbasa mgbanwe (nke a na-akpọkwa mgbanwe jet)
Ụdị nke ụmụ irighiri mmiri a wụrụ awụ dị n'ụdị dị mma ma na-agafe ngwa ngwa site na oghere arc na ọdọ mmiri a wụrụ awụ na steeti ịgba a na-akpọ mgbanwe ịgba. Ogo nke mgbụsị akwụkwọ a wụrụ awụ na-ebelata site na mmụba nke ịgbado ọkụ ugbu a.
Mgbe arc ogologo bụ mgbe niile, mgbe ịgbado ọkụ ugbu a na-abawanye na ụfọdụ uru, ịgba mgbanwe ala na-egosi. Ekwesịrị imesi ya ike ebe a na mgbakwunye na njupụta ụfọdụ dị ugbu a, a ga-achọrịrị ụfọdụ ogologo arc (arc voltaji) iji mepụta mgbanwe ịgba. Ọ bụrụ na voltaji arc dị oke ala (ogologo arc dị mkpụmkpụ), n'agbanyeghị oke uru dị ugbu a, ọ gaghị ekwe omume ịmepụta mgbanwe ịgba.
E ji mara nke ịgba mgbanwe bụ mma a wụrụ awụ ụmụ irighiri mmiri, elu mgbanwe ugboro, a wụrụ awụ ụmụ irighiri mmiri na-akpụ akpụ na-akpụ akpụ n'ebe ọdọ mmiri a wụrụ awụ na a nnukwu ọsọ n'akụkụ axial direction nke ịgbado ọkụ waya, na nwere uru nke kwụsiri ike arc, obere spatter, nnukwu penetration, mara mma weld. nhazi, na nrụpụta mmepụta dị elu.
Oge nzipu: Ọgọst-21-2024


